











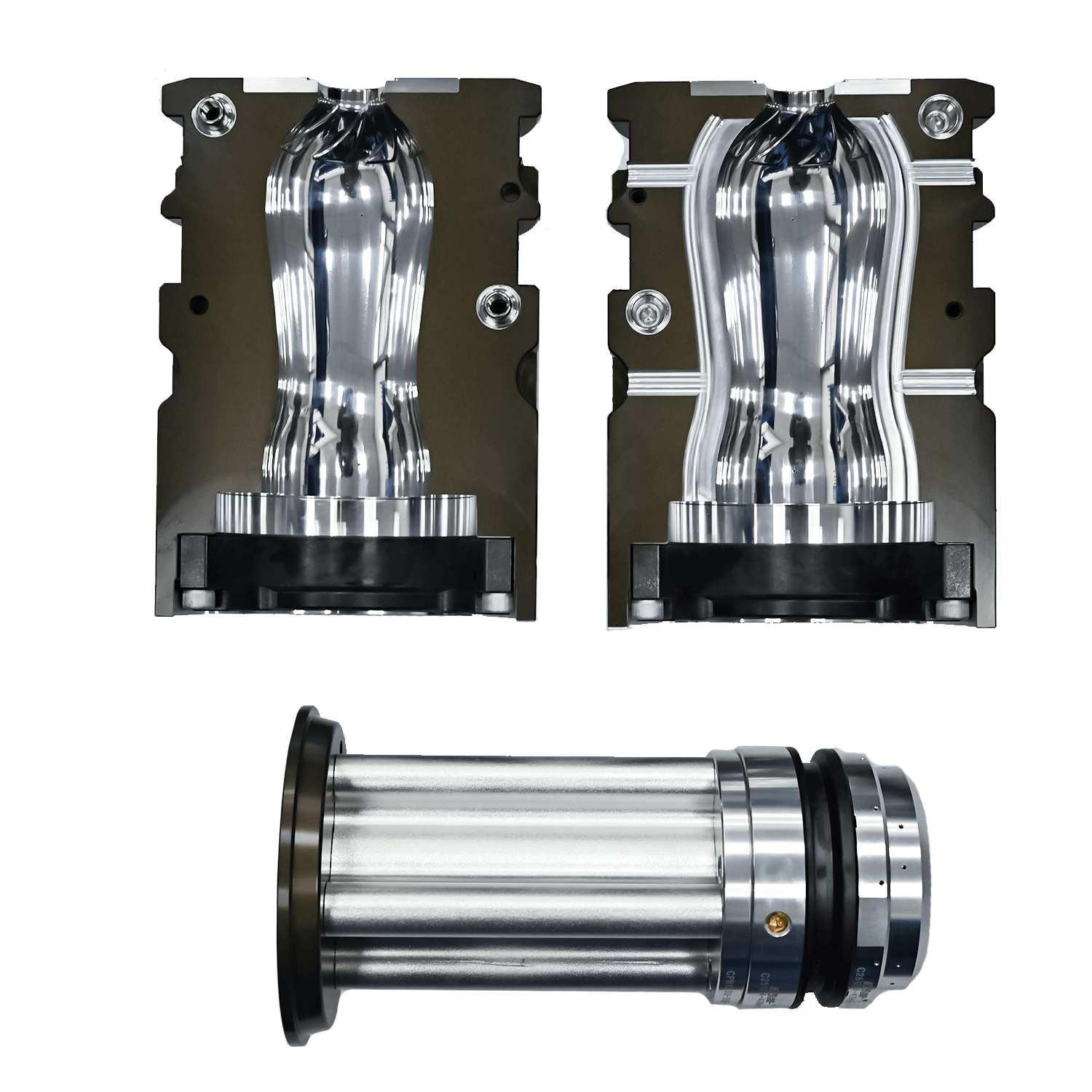

Cetakan Tiup 500ml untuk SIPA
Bahan Cetakan dan Kualitas Pembuatan
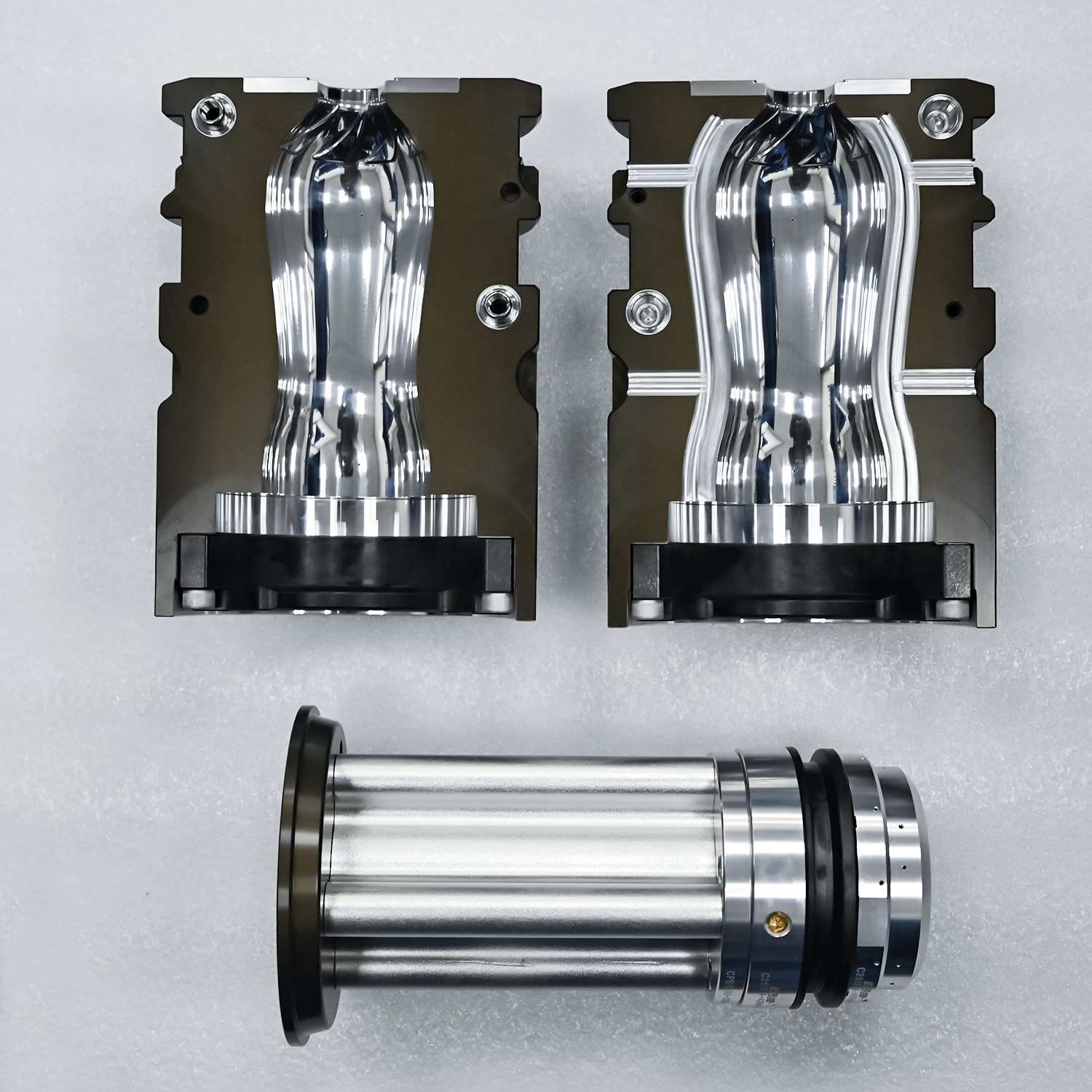
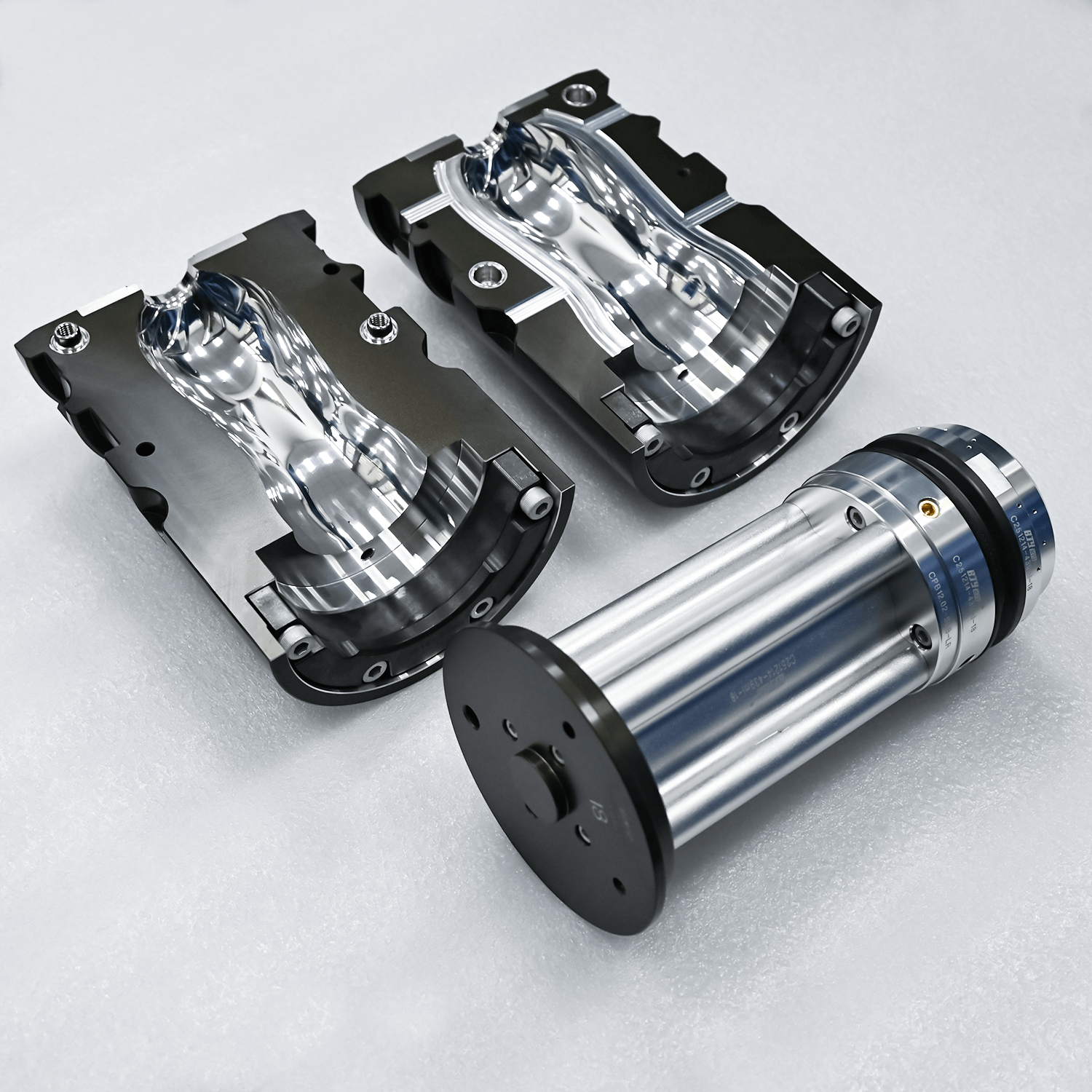
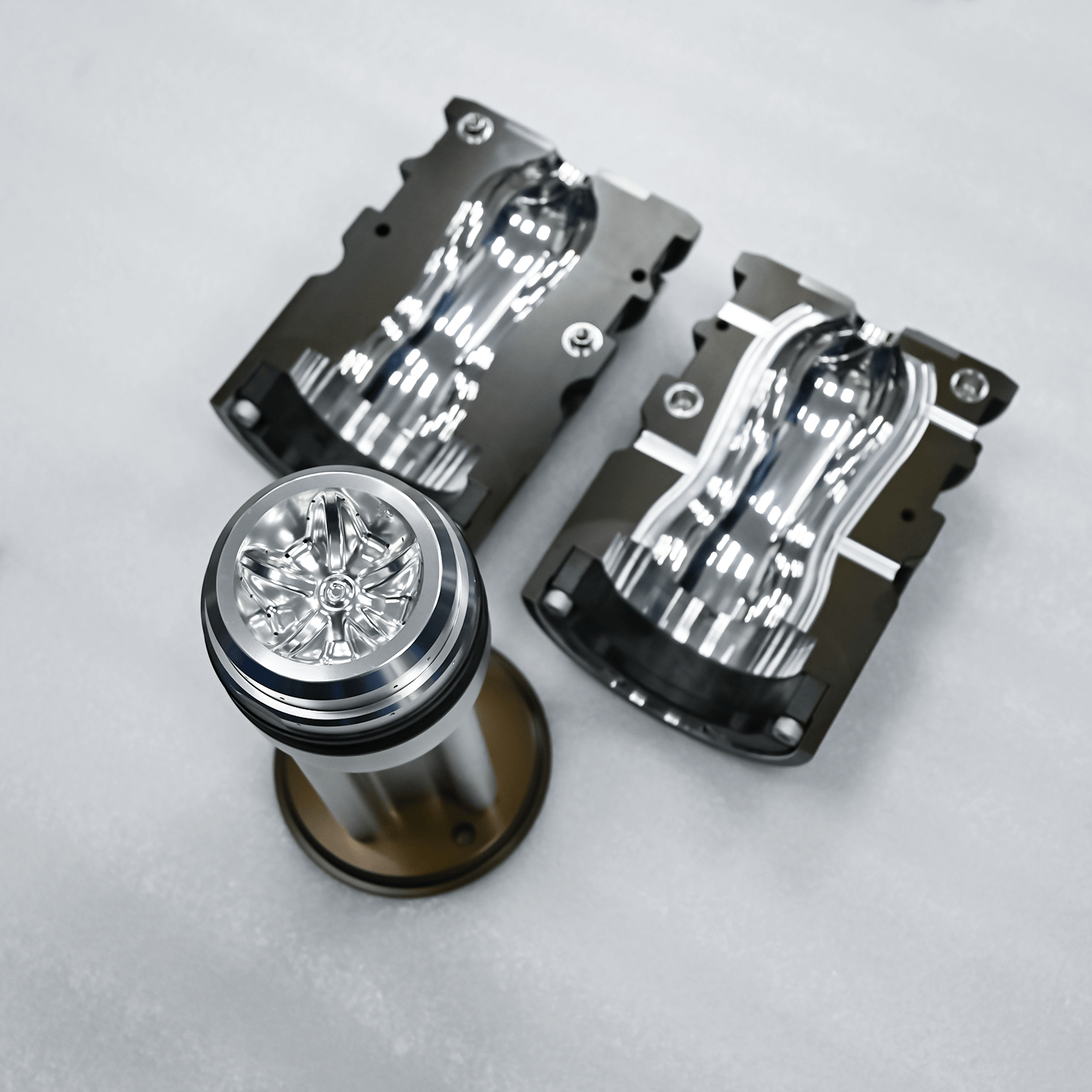
Cetakan ini diproduksi menggunakan paduan aluminium impor yang umum digunakan dalam aplikasi peniupan kecepatan tinggi. Dalam produksi praktis, pemilihan aluminium secara langsung memengaruhi perilaku pendinginan dan stabilitas siklus. Pilihan material yang buruk seringkali mengakibatkan ketebalan botol yang tidak konsisten atau deformasi jangka panjang setelah pengoperasian yang lama.
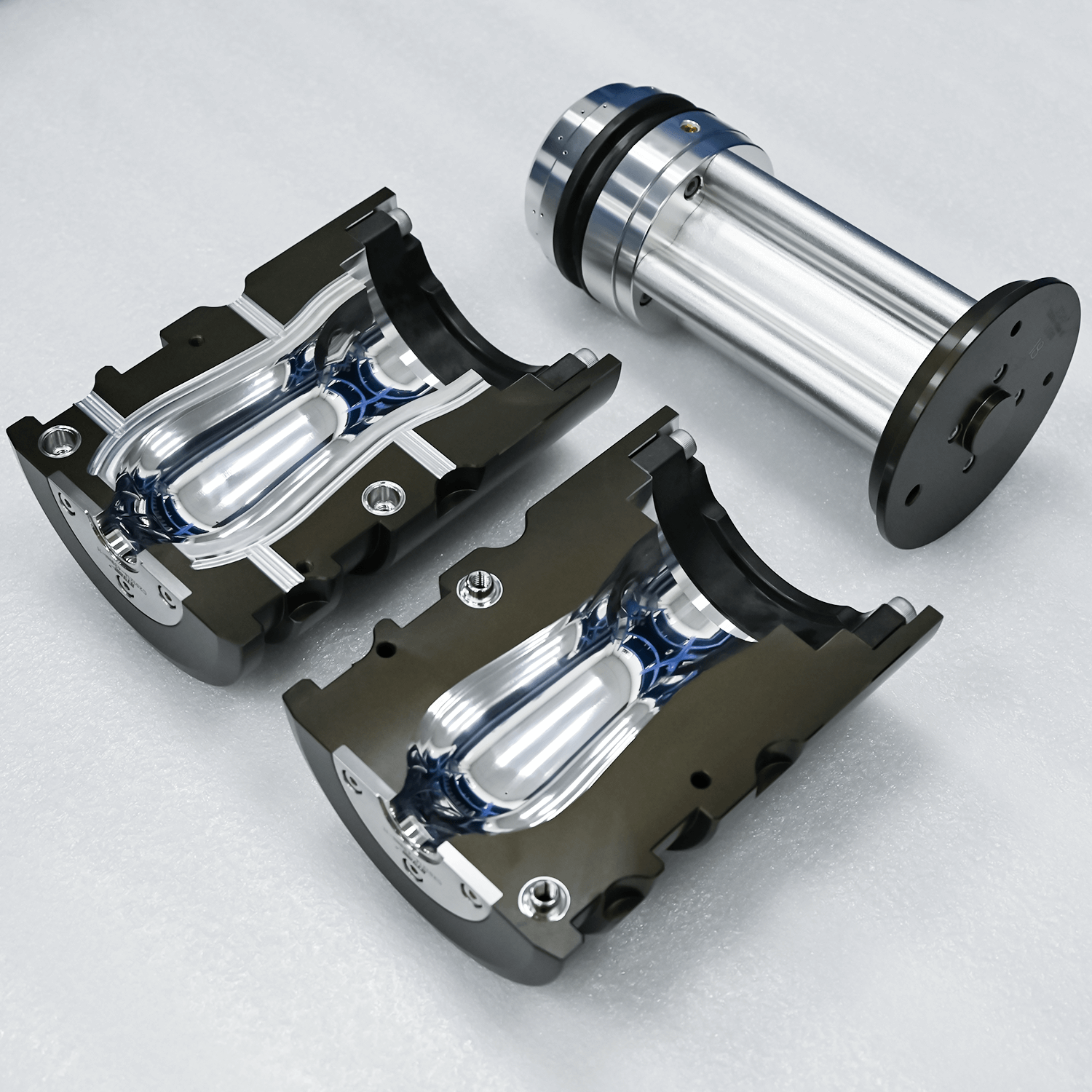
Aluminium jenis ini memungkinkan perpindahan dan pelepasan panas secara efisien, membantu cetakan mempertahankan kondisi pembentukan yang stabil bahkan ketika kecepatan produksi meningkat. Semua rongga dikerjakan dengan mesin CNC dan diselesaikan dengan memperhatikan kehalusan permukaan, yang berkontribusi pada transparansi dan pengulangan botol.
Spesifikasi Utama
Jenis: Cetakan tiup PET
Ukuran botol: 500ml
Dimensi cetakan: Ø150 × 373,1 mm
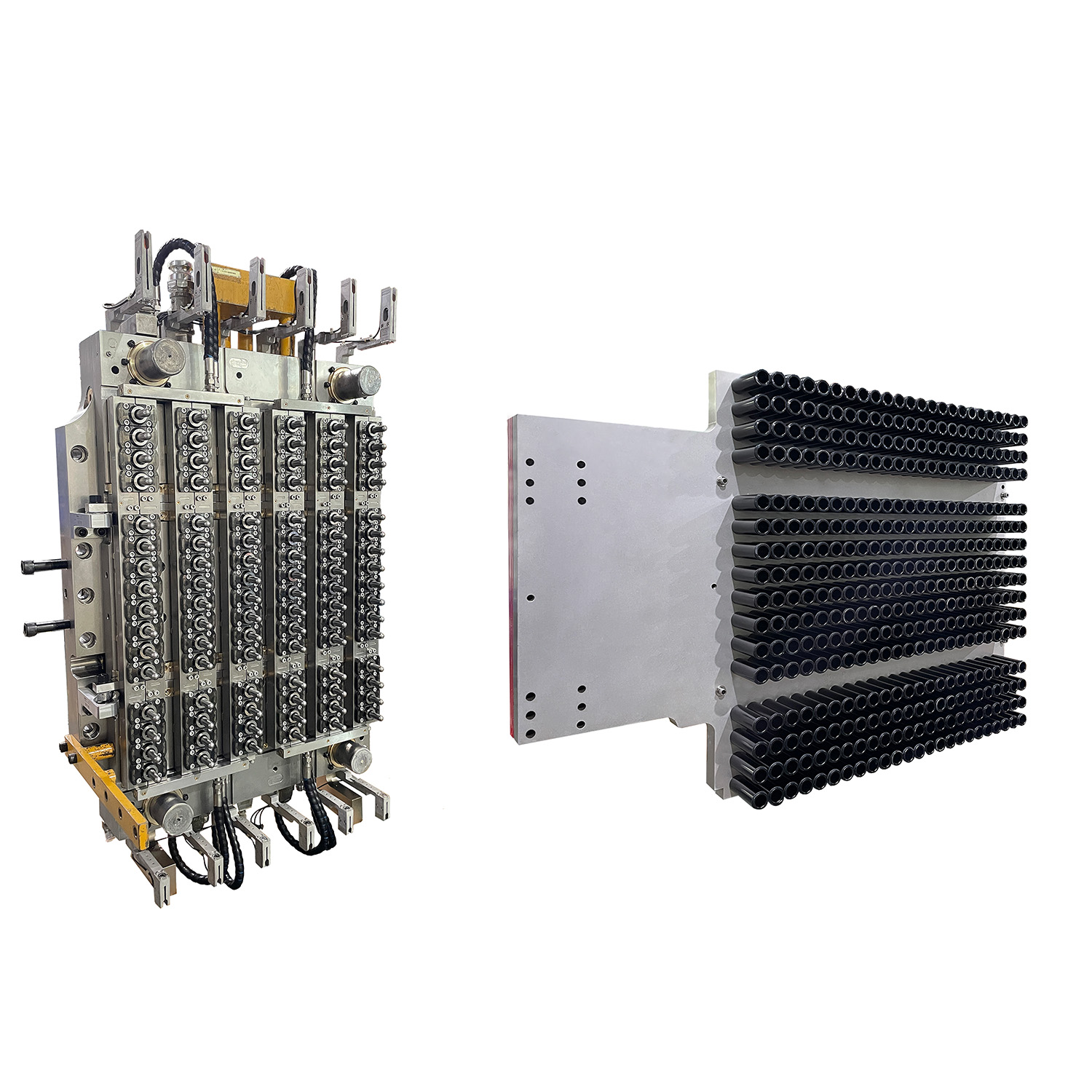
Jenis mesin: Sistem cetak tiup putar SIPA
Aplikasi lini produksi: Pengemasan botol aseptik/steril
Bahan: Paduan aluminium impor
Fungsi: Meniup dan membentuk preform PET
Bagaimana Proses Peniupan Bekerja
Botol PET dibentuk melalui proses peregangan biaxial yang terjadi antara suhu transisi kaca dan suhu kristalisasi material. Dalam rentang ini, PET tetap cukup elastis untuk diregangkan tanpa kehilangan kejernihan.
Selama proses peniupan, rantai molekul diregangkan baik dalam arah aksial maupun radial. Orientasi inilah yang memberikan kekuatan mekanik pada botol jadi, termasuk ketahanan terhadap tegangan, benturan, dan tekanan internal.
Urutan peniupan yang umum meliputi peregangan, peniupan awal, peniupan akhir, pembuangan udara, dan—bila diperlukan untuk botol pengisian panas—peniupan pendinginan singkat. Meskipun langkah-langkah ini diselesaikan dalam waktu yang sangat singkat, interaksi antara peregangan dan peniupan awal sebagian besar menentukan distribusi material akhir.
Pertimbangan Pengendalian Proses
Dalam produksi sebenarnya, hasil yang stabil kurang bergantung pada pengaturan teoritis dan lebih bergantung pada penyesuaian parameter kunci yang tepat, termasuk:
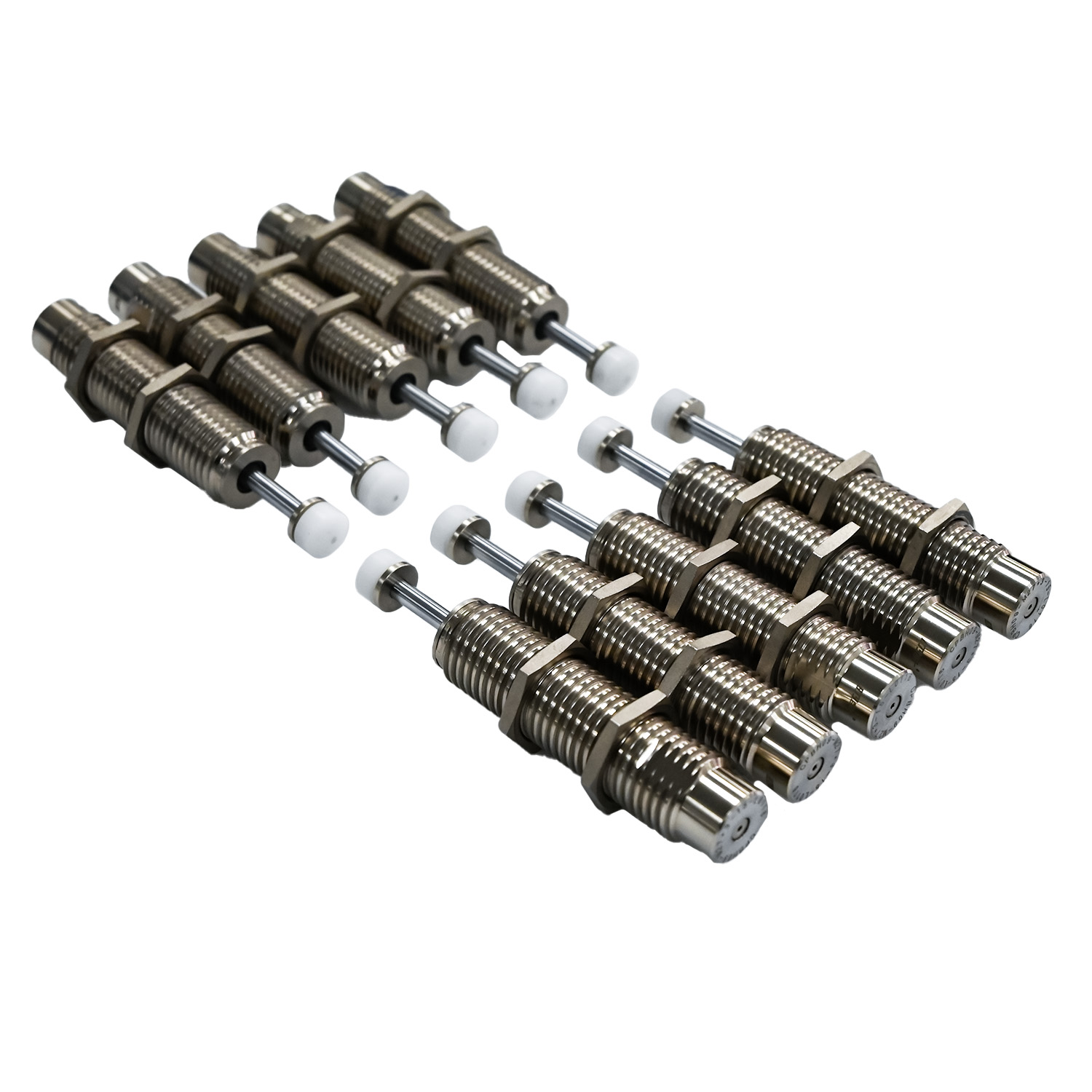
Pengaturan waktu dan kecepatan gerakan batang peregang
Tekanan pra-tiup dan volume aliran udara
Pengaturan waktu mulai dan pemutusan pra-tiupan
Konsistensi suhu preform secara keseluruhan
Perbedaan suhu antara dinding preform bagian dalam dan luar
Jika faktor-faktor ini tidak seimbang, masalah seperti dinding tipis, kekuatan dasar yang buruk, atau geometri botol yang tidak stabil dapat muncul.
Rentang Operasi yang Direkomendasikan
Suhu hembusan: 85–115°C
Dalam rentang ini, PET dapat dibentuk secara efisien dan tetap jernih setelah pendinginan.
Rasio peregangan:
Radial: umumnya dijaga di bawah 3,5–4,2
Aksial: umumnya dijaga di bawah 2,8–3,1
Ketebalan dinding preform maksimum: ≤ 4,5 mm
Dengan tetap berada dalam batasan ini, Anda dapat menghindari peregangan berlebihan sekaligus mempertahankan kekuatan botol yang memadai.
Fitur Unggulan Produk
Cocok untuk peniupan putar kecepatan tinggi
Kompatibel dengan sistem aseptik SIPA
Geometri botol dan distribusi dinding yang stabil
Perilaku pendinginan yang efisien
Dirancang untuk produksi berkelanjutan, bukan produksi dalam jumlah kecil.
Penggunaan Umum
Air kemasan aseptik
Minuman susu
Produk jus dan teh
Kemasan makanan cair yang higienis
Tentang BJY
Foshan Baijinyi Precise Technology Co., Ltd. (BJY) didirikan pada tahun 2011 dan mengkhususkan diri dalam solusi cetakan PET untuk industri minuman dan pengemasan. Selama bertahun-tahun bekerja sama dengan pelanggan yang menjalankan lini produksi berkecepatan tinggi dan aseptik, BJY telah mengumpulkan pengalaman manufaktur praktis yang secara langsung diterapkan pada desain cetakan dan kompatibilitas proses.
BJY berfokus pada kinerja produksi yang stabil daripada spesifikasi yang semata-mata bersifat teoritis.
Untuk informasi perusahaan dan produk selengkapnya, silakan kunjungi:
www.bjypetmold.com
deskripsi2