











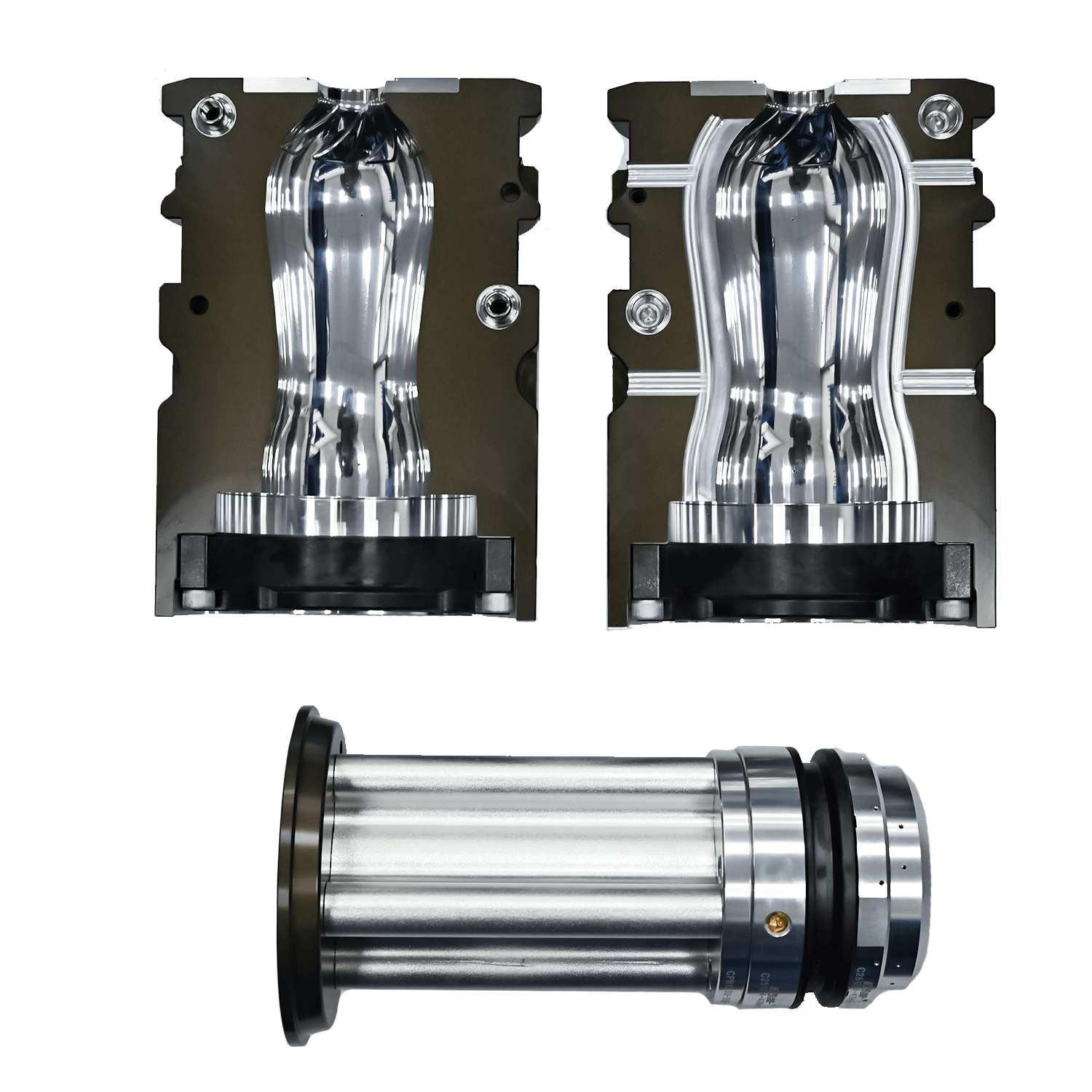

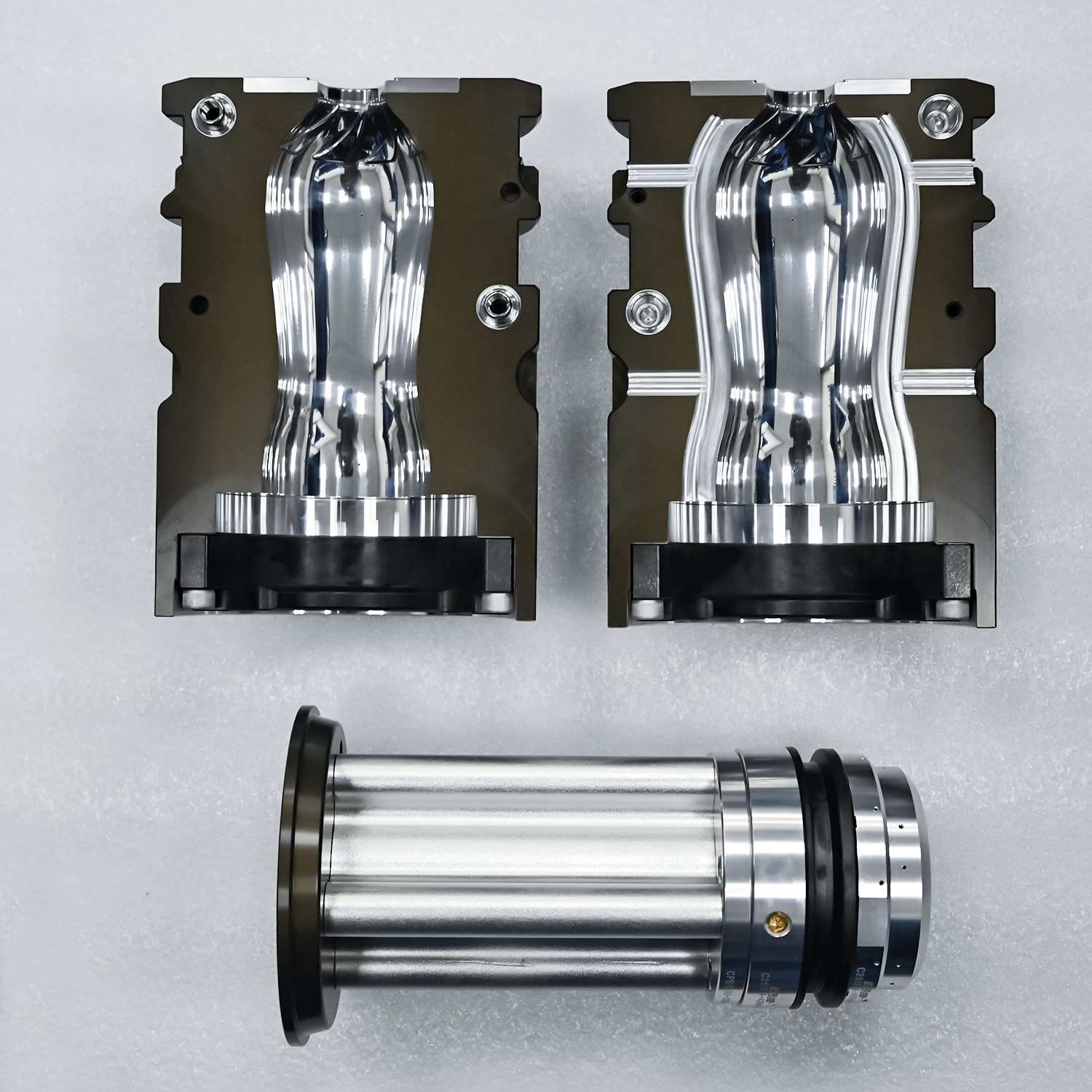
500-ml-Blasform für SIPA
Formmaterial und Verarbeitungsqualität
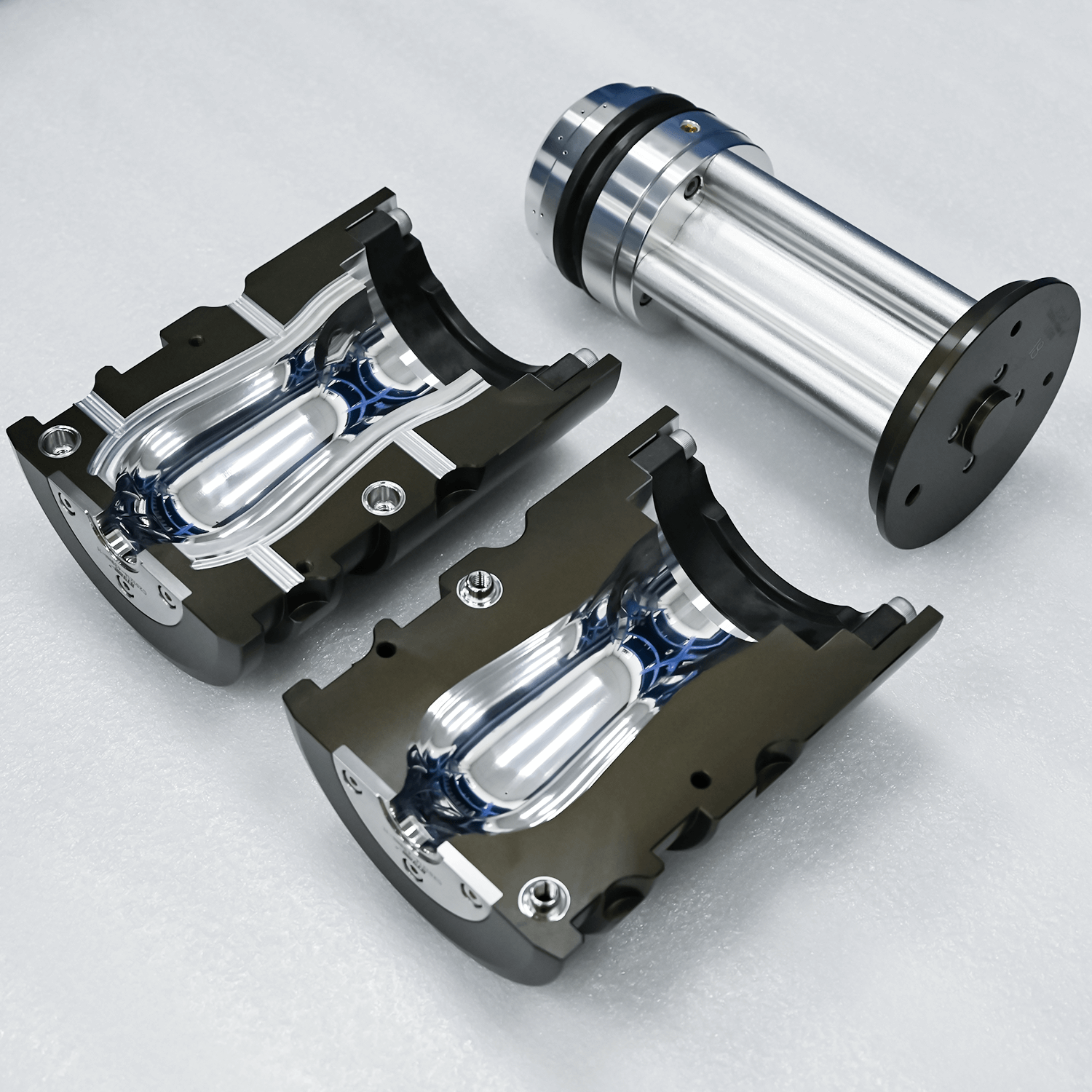
Die Form wird aus einer importierten Aluminiumlegierung hergestellt, die üblicherweise in Hochgeschwindigkeitsblasanwendungen eingesetzt wird. In der praktischen Produktion beeinflusst die Wahl des Aluminiums direkt das Abkühlverhalten und die Zyklusstabilität. Eine ungeeignete Materialwahl führt häufig zu ungleichmäßiger Wandstärke der Flaschen oder zu langfristigen Verformungen nach längerem Betrieb.
Diese Aluminiumlegierung ermöglicht eine effiziente Wärmeübertragung und -ableitung und trägt so zu stabilen Formgebungsbedingungen bei, selbst bei höherer Produktionsgeschwindigkeit. Alle Kavitäten sind CNC-gefräst und mit besonderem Augenmerk auf Oberflächenglätte versehen, was die Transparenz und Reproduzierbarkeit der Flaschen verbessert.
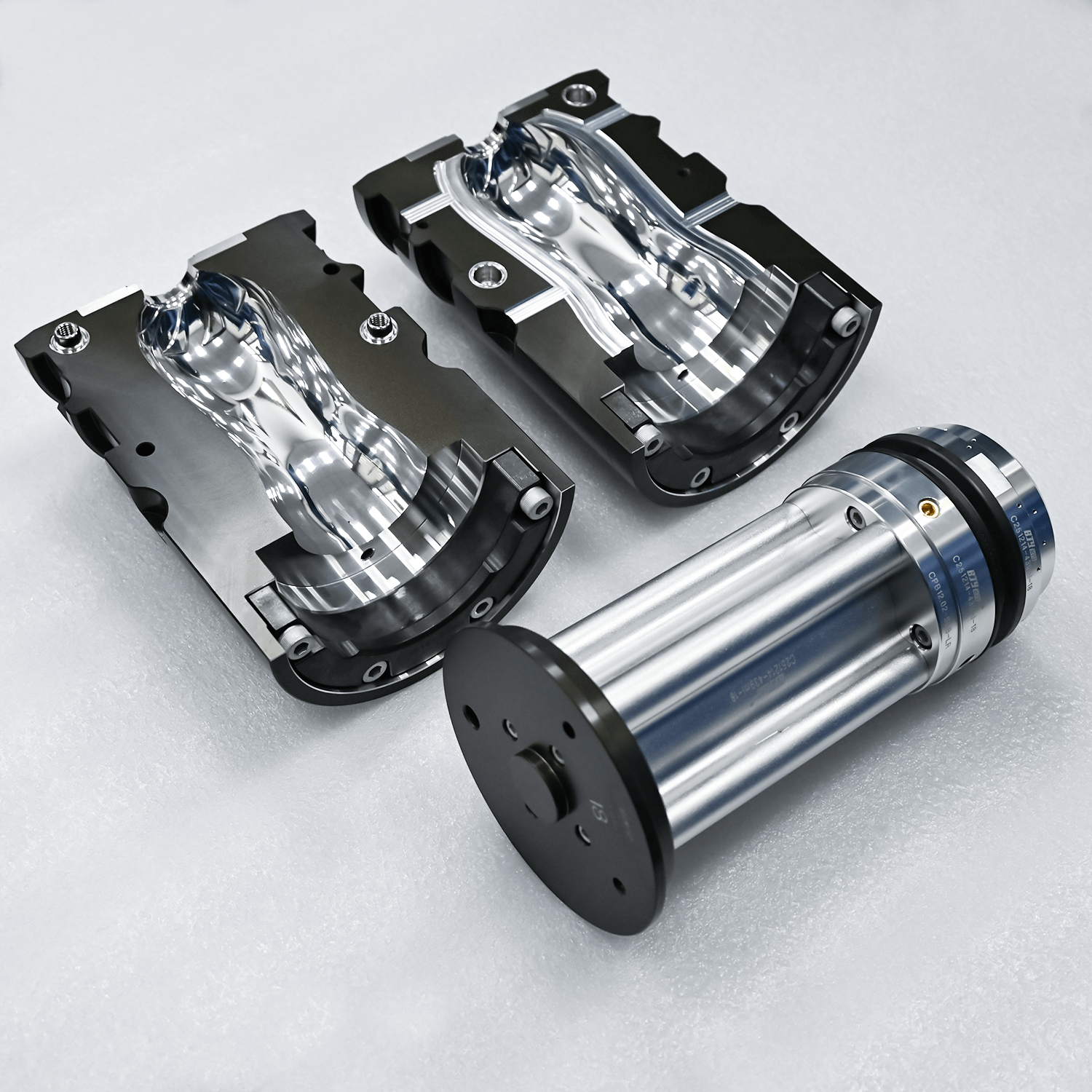
Hauptspezifikationen
Typ: PET-Blasform
Flaschengröße: 500 ml
Formabmessungen: Ø150 × 373,1 mm
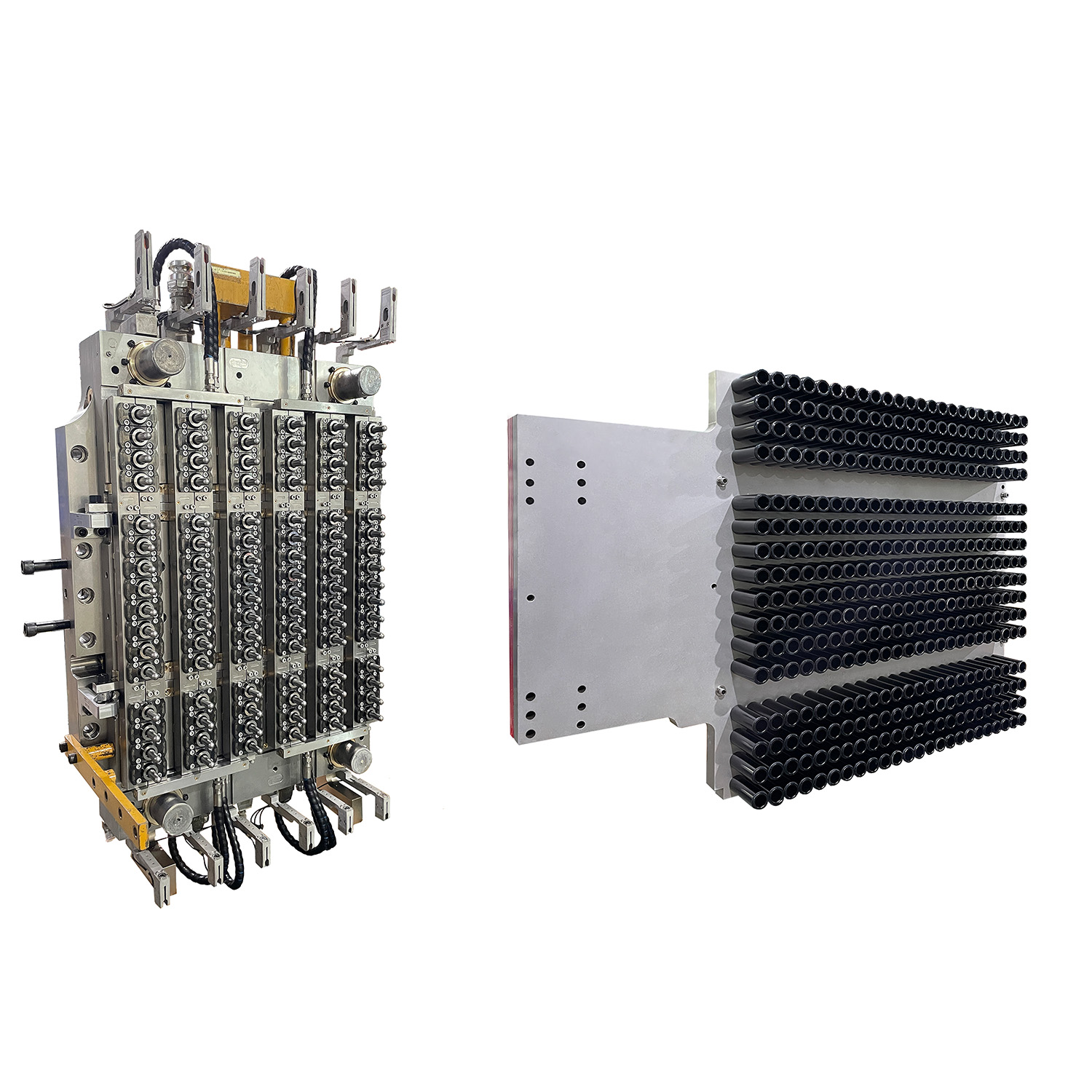
Maschinentyp: SIPA-Rotationsblasformsystem
Anwendungsbereich: Aseptische/sterile Abfüllung
Material: Importierte Aluminiumlegierung
Funktion: Blasen und Formen von PET-Vorformlingen
Wie der Blasprozess funktioniert
PET-Flaschen werden durch einen biaxialen Streckprozess hergestellt, der zwischen der Glasübergangstemperatur und der Kristallisationstemperatur des Materials stattfindet. Innerhalb dieses Temperaturbereichs bleibt PET elastisch genug, um gedehnt zu werden, ohne an Transparenz zu verlieren.
Beim Blasformen werden die Molekülketten sowohl axial als auch radial gestreckt. Diese Ausrichtung verleiht der fertigen Flasche ihre mechanische Festigkeit, einschließlich ihrer Widerstandsfähigkeit gegen Zug, Stöße und Innendruck.
Ein typischer Blasvorgang umfasst das Strecken, Vorblasen, Endblasen, Ablassen der Luft und – falls erforderlich bei Heißabfüllflaschen – ein kurzes Kühlblasen. Obwohl diese Schritte in sehr kurzer Zeit abgeschlossen sind, bestimmt das Zusammenspiel von Strecken und Vorblasen maßgeblich die endgültige Materialverteilung.
Überlegungen zur Prozesssteuerung
In der tatsächlichen Produktion hängen stabile Ergebnisse weniger von theoretischen Einstellungen ab als vielmehr von der Feinabstimmung wichtiger Parameter, darunter:
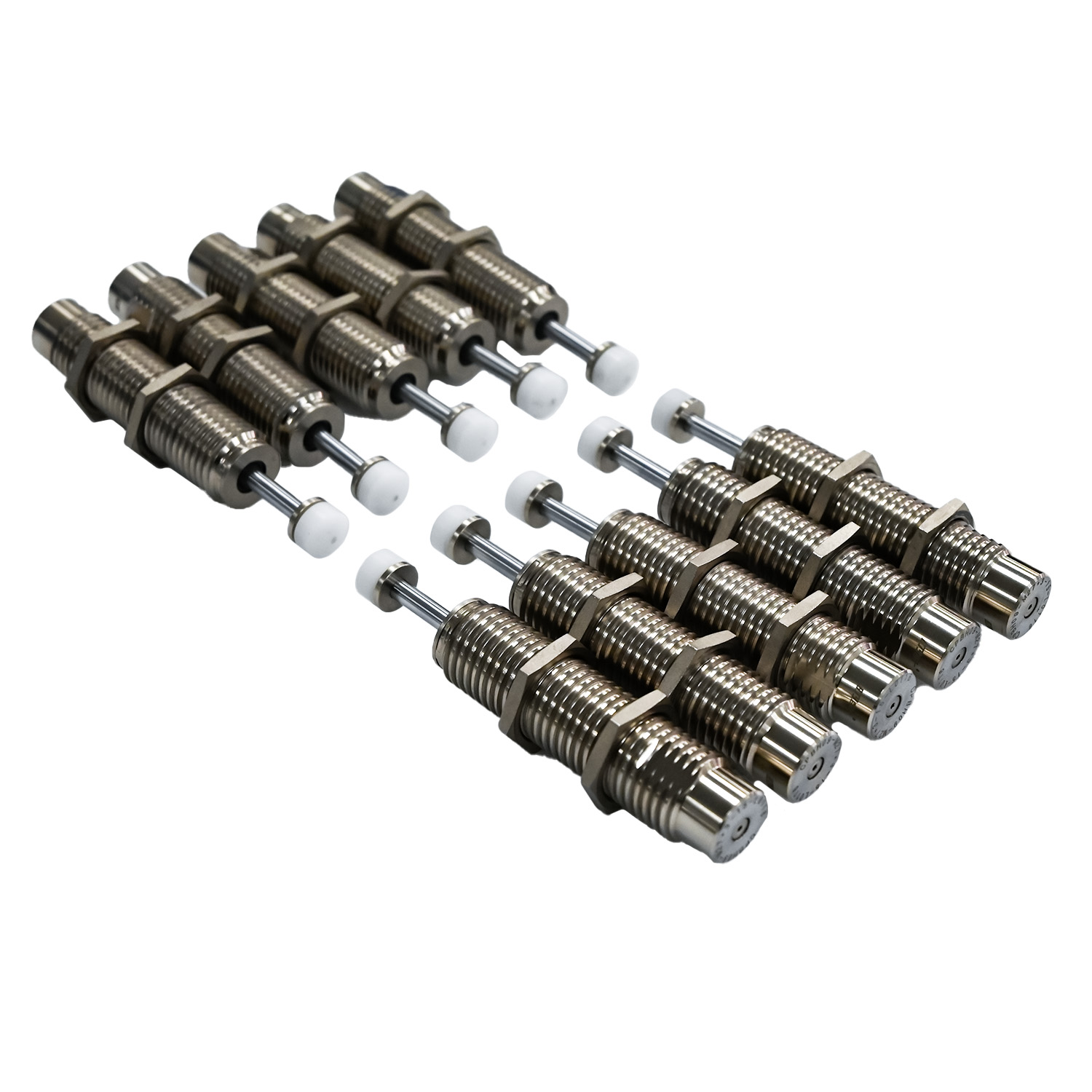
Timing und Bewegungsgeschwindigkeit der Streckstange
Vorblasdruck und Luftvolumenstrom
Vorzündungs- und Abschaltzeitpunkt
Gesamtkonsistenz der Vorformtemperatur
Temperaturdifferenz zwischen den inneren und äußeren Wänden des Vorformlings
Sind diese Faktoren nicht im Gleichgewicht, können Probleme wie dünne Wände, mangelnde Stabilität des Bodens oder eine instabile Flaschengeometrie auftreten.
Empfohlene Betriebsbereiche
Blastemperatur: 85–115 °C
Innerhalb dieses Bereichs lässt sich PET effizient formen und bleibt nach dem Abkühlen klar.
Dehnungsverhältnisse:
Radial: im Allgemeinen unter 3,5–4,2 gehalten.
Axial: im Allgemeinen unter 2,8–3,1 gehalten.
Maximale Wandstärke der Vorformlinge: ≤ 4,5 mm
Das Einhalten dieser Grenzen hilft, eine übermäßige Dehnung zu vermeiden und gleichzeitig eine ausreichende Flaschenstärke zu gewährleisten.
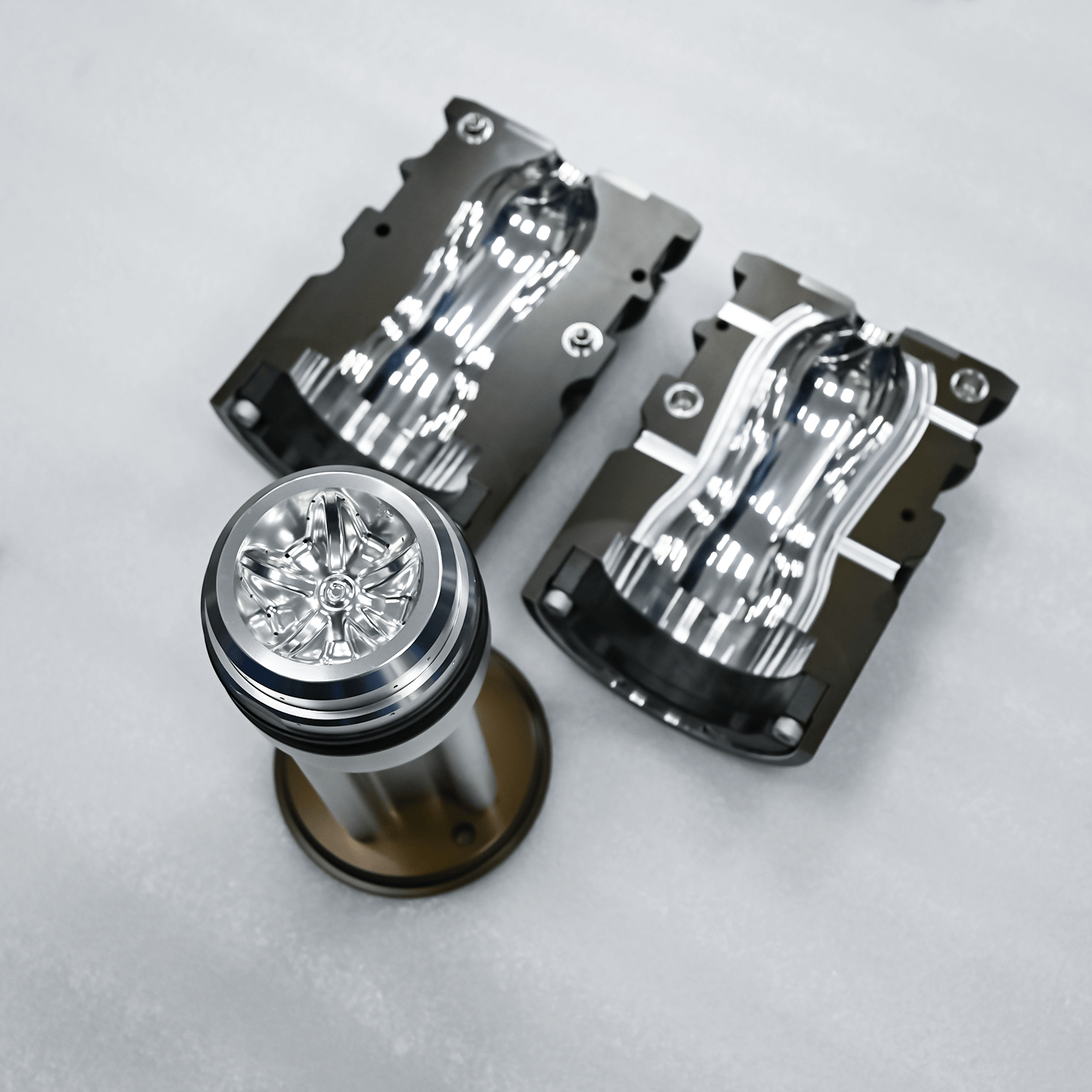
Produkt-Highlights
Geeignet für Hochgeschwindigkeits-Rotationsblasen
Kompatibel mit SIPA aseptischen Systemen
Stabile Flaschengeometrie und Wandverteilung
effizientes Kühlverhalten
Konzipiert für die Serienproduktion, nicht für Kleinserien.
Typische Anwendungsgebiete
Aseptisches Flaschenwasser
Milchgetränke
Saft- und Teeprodukte
Hygienische Verpackung für flüssige Lebensmittel
Über BJY
Foshan Baijinyi Precise Technology Co., Ltd. (BJY) wurde 2011 gegründet und ist auf PET-Formenlösungen für die Getränke- und Verpackungsindustrie spezialisiert. Durch die langjährige Zusammenarbeit mit Kunden, die Hochgeschwindigkeits- und aseptische Produktionslinien betreiben, hat BJY wertvolle praktische Fertigungserfahrung gesammelt, die direkt in die Formkonstruktion und Prozesskompatibilität einfließt.
BJY legt den Fokus auf eine stabile Produktionsleistung und nicht auf rein theoretische Spezifikationen.
Weitere Informationen zum Unternehmen und zu den Produkten finden Sie unter:
www.bjypetmold.com
Beschreibung2