











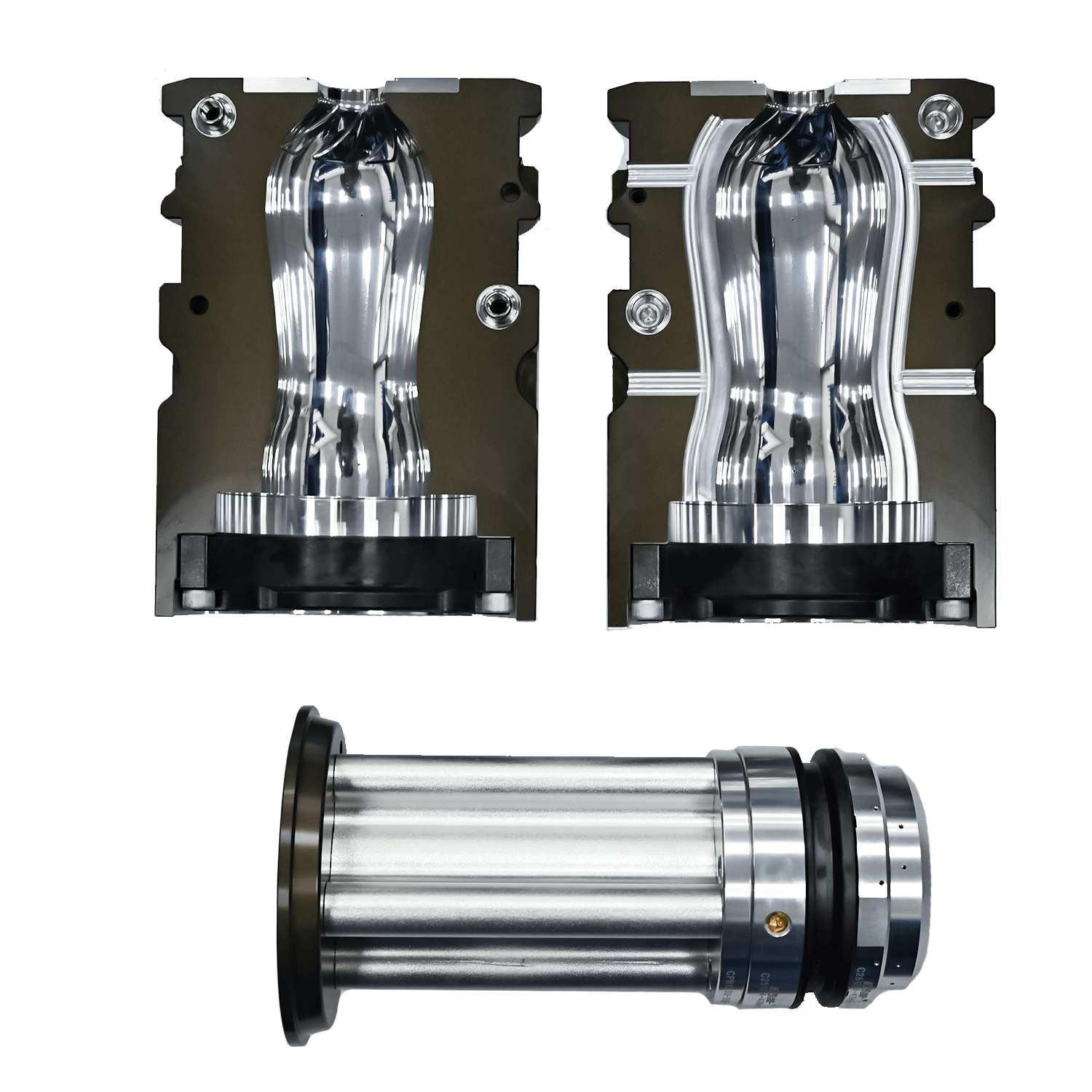

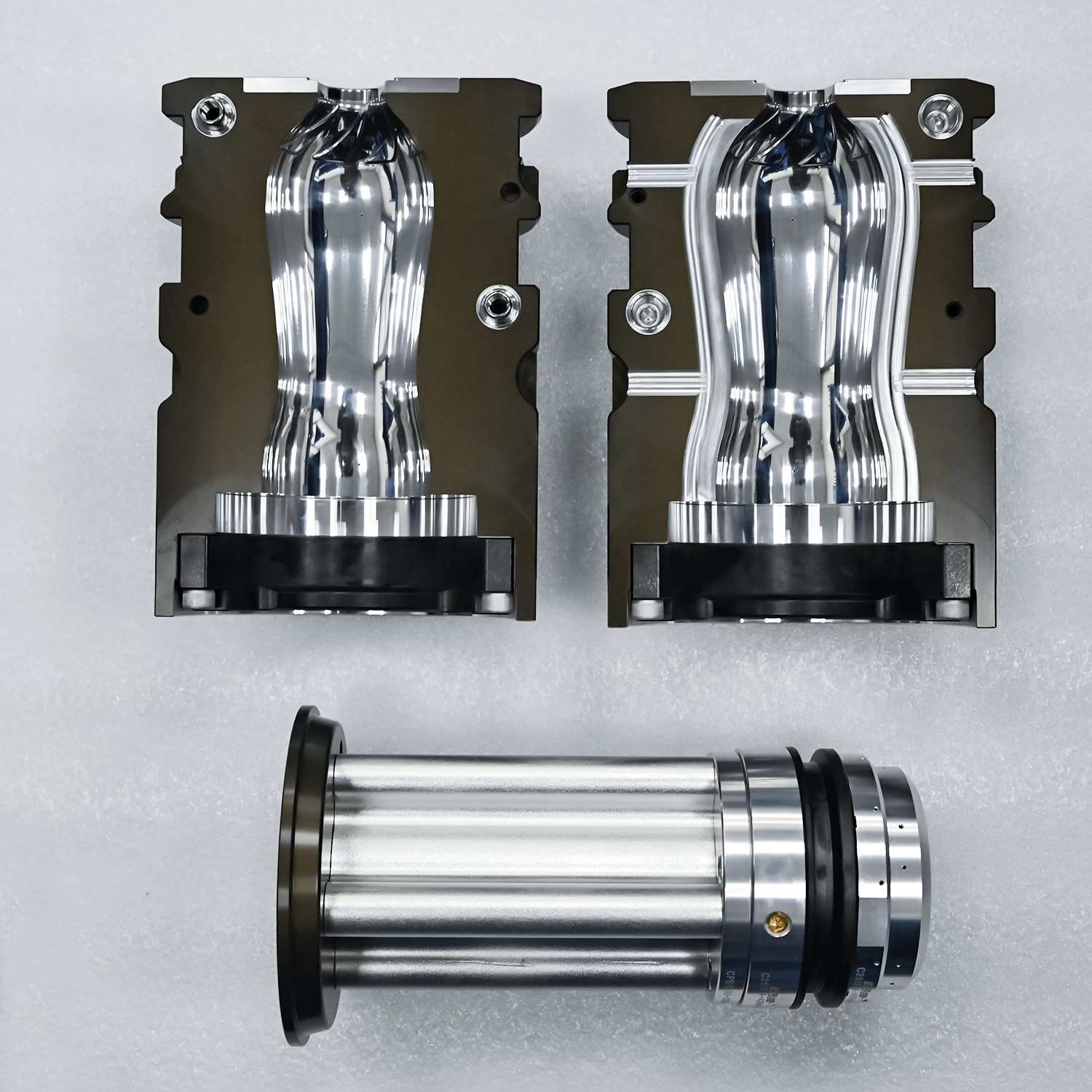
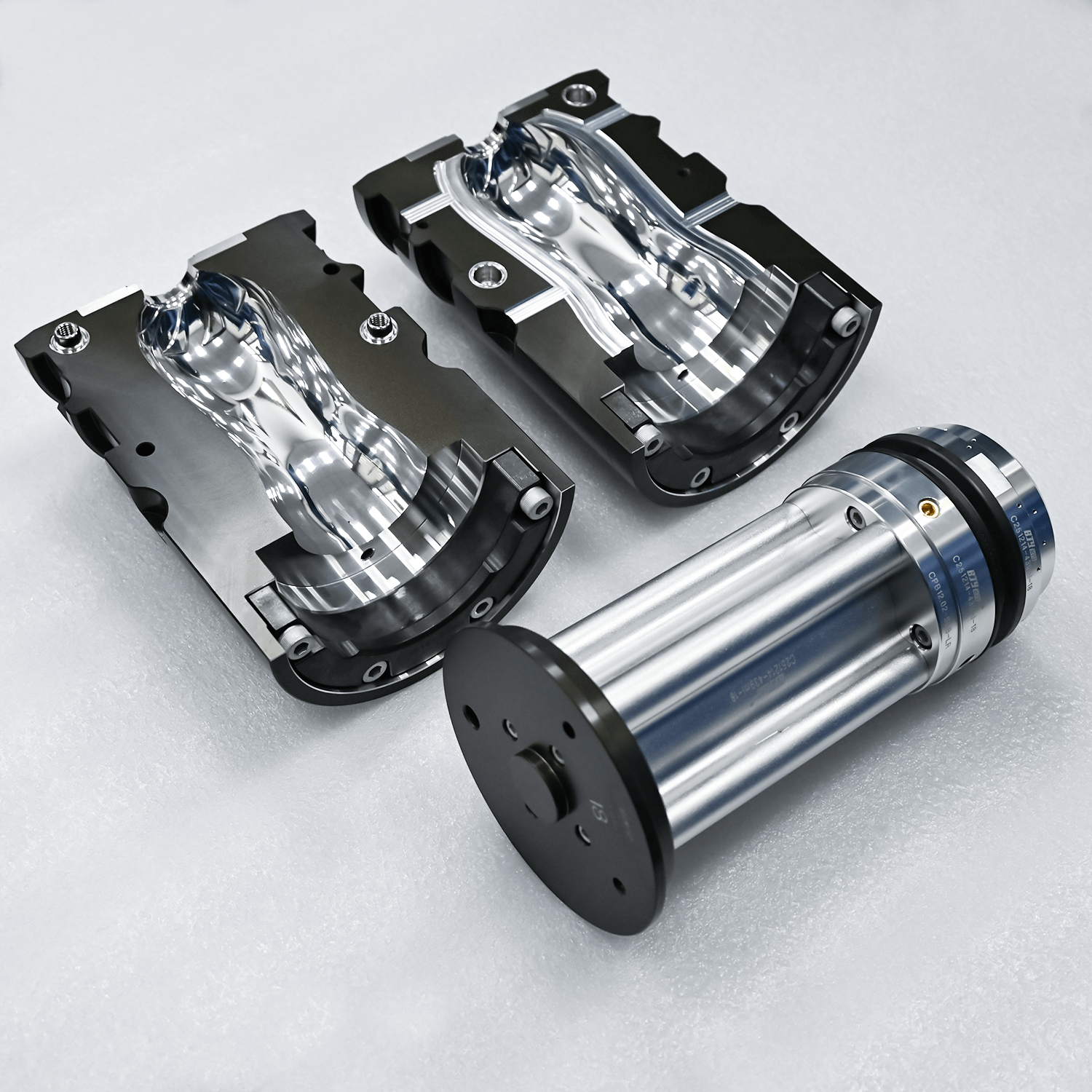
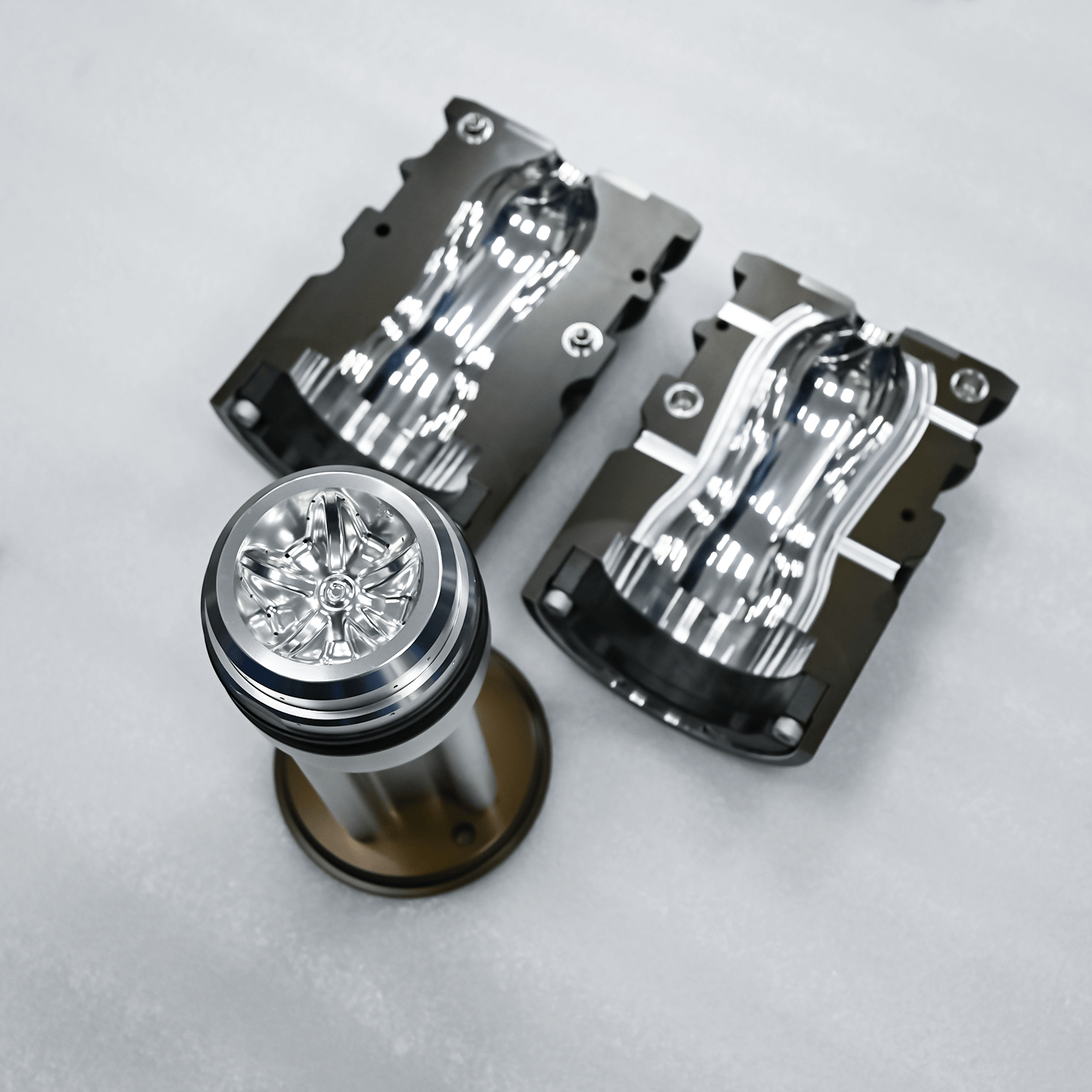
Forma rozdmuchowa 500 ml do SIPA
Materiał formy i jakość wykonania
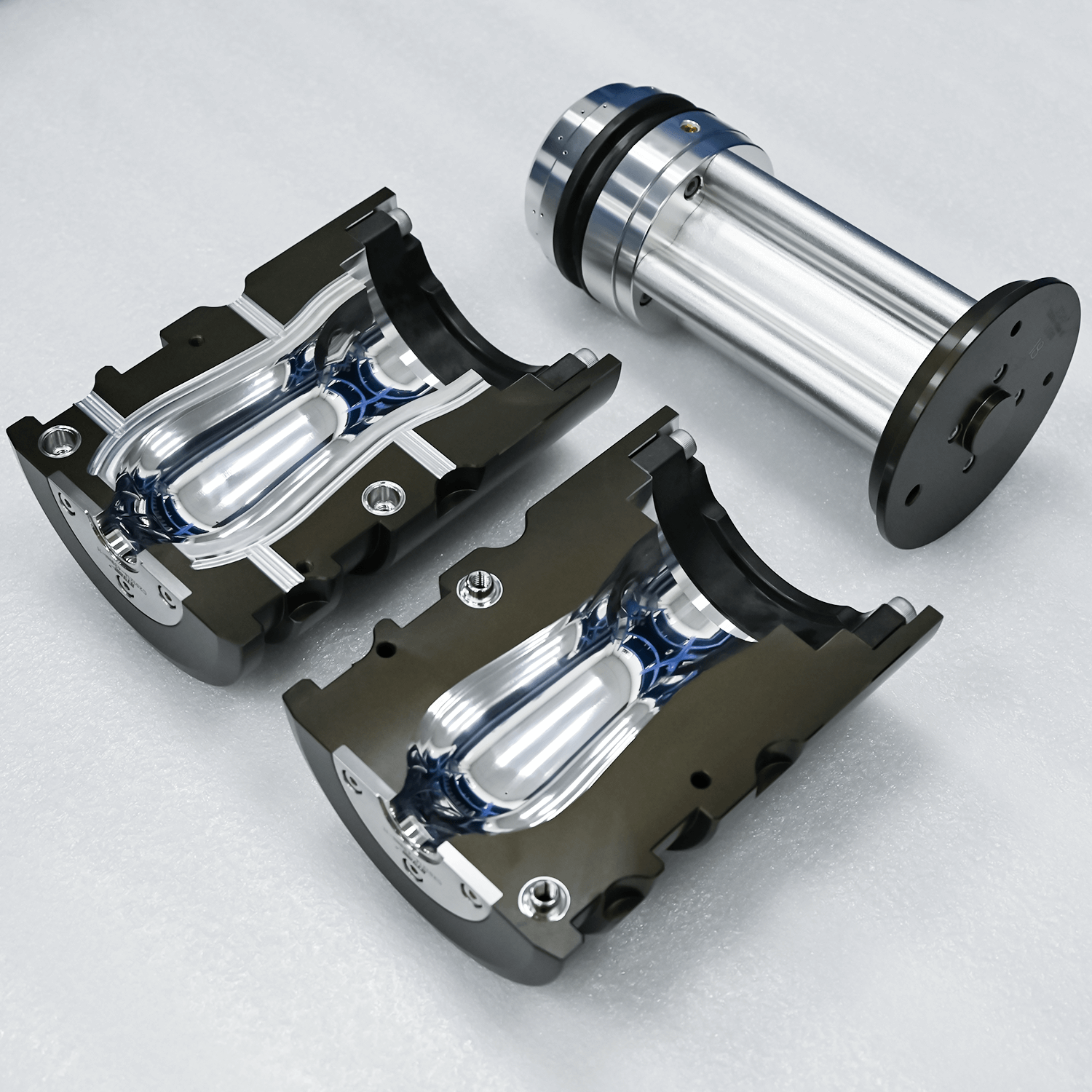
Forma jest produkowana z importowanego stopu aluminium, powszechnie stosowanego w procesach rozdmuchiwania z dużą prędkością. W praktyce, dobór aluminium ma bezpośredni wpływ na zachowanie chłodzenia i stabilność cyklu. Niewłaściwy dobór materiału często skutkuje nierównomierną grubością butelki lub długotrwałymi odkształceniami po dłuższej eksploatacji.
Ten gatunek aluminium umożliwia efektywne przenoszenie i odprowadzanie ciepła, pomagając formie utrzymać stabilne warunki formowania nawet przy wzroście prędkości produkcji. Wszystkie gniazda są obrabiane CNC i wykończone z dbałością o gładkość powierzchni, co przyczynia się do przejrzystości i powtarzalności butelek.
Główne specyfikacje
Typ: Forma rozdmuchowa PET
Pojemność butelki: 500 ml
Wymiary formy: Ø150 × 373,1 mm
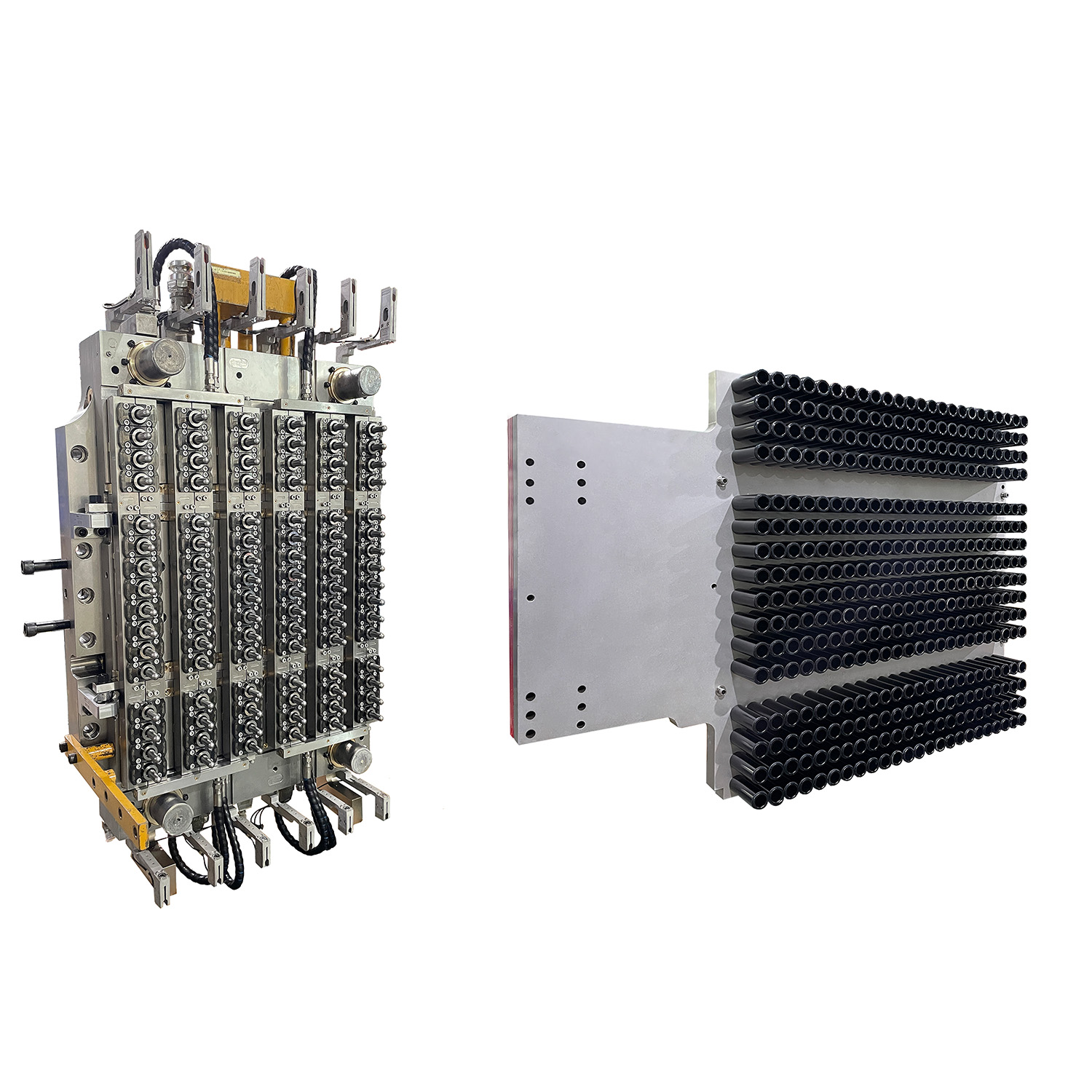
Typ maszyny: System formowania rotacyjnego z rozdmuchem SIPA
Zastosowanie liniowe: butelkowanie aseptyczne / sterylne
Materiał: importowany stop aluminium
Funkcja: rozdmuchiwanie i kształtowanie preform PET
Jak działa proces dmuchania
Butelki PET są formowane w procesie rozciągania dwukierunkowego, który zachodzi pomiędzy temperaturą zeszklenia a temperaturą krystalizacji materiału. W tym przedziale temperatur PET pozostaje wystarczająco elastyczny, aby można go było rozciągać bez utraty przejrzystości.
Podczas rozdmuchiwania łańcuchy molekularne rozciągają się zarówno w kierunku osiowym, jak i promieniowym. To właśnie ta orientacja nadaje gotowej butelce wytrzymałość mechaniczną, w tym odporność na rozciąganie, uderzenia i ciśnienie wewnętrzne.
Typowa sekwencja rozdmuchiwania obejmuje rozciąganie, wstępne rozdmuchiwanie, końcowe rozdmuchiwanie, wydmuch powietrza oraz – w razie potrzeby w przypadku butelek napełnianych na gorąco – krótkie schładzanie. Chociaż te kroki są wykonywane w bardzo krótkim czasie, interakcja między rozciąganiem a wstępnym rozdmuchiwaniem w dużej mierze determinuje końcowy rozkład materiału.
Rozważania dotyczące kontroli procesów
W rzeczywistej produkcji stabilne wyniki zależą mniej od ustawień teoretycznych, a bardziej od precyzyjnego dostosowania kluczowych parametrów, w tym:
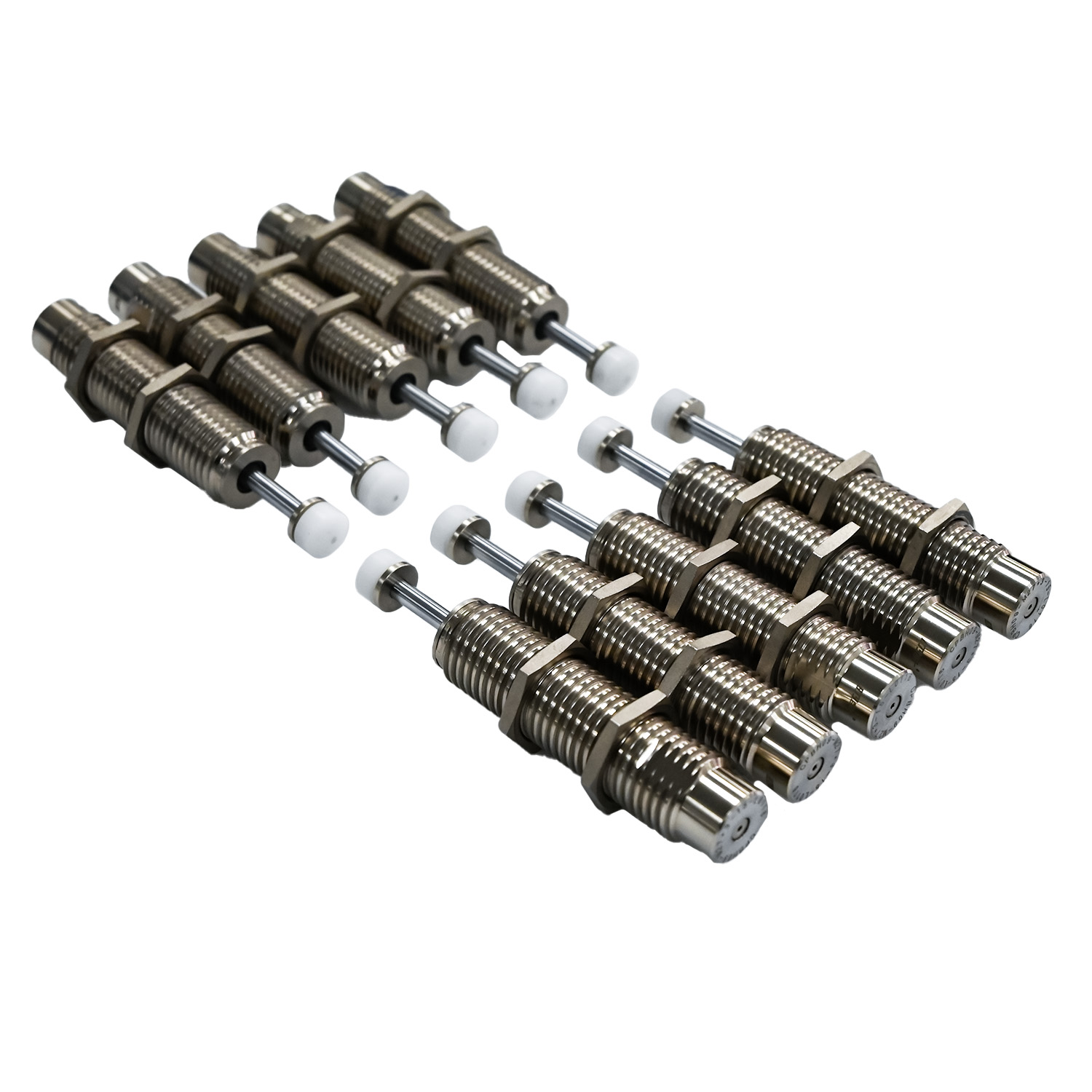
Czas i prędkość ruchu pręta rozciągającego
Ciśnienie wstępne i objętość przepływu powietrza
Czas rozruchu i odcięcia wstępnego
Ogólna spójność temperatury wstępnej
Różnica temperatur między wewnętrznymi i zewnętrznymi ściankami preformy
Jeśli czynniki te nie są zrównoważone, mogą pojawić się problemy takie jak cienkie ścianki, słaba wytrzymałość podstawy lub niestabilna geometria butelki.
Zalecane zakresy robocze
Temperatura dmuchania: 85–115°C
W tym zakresie PET można efektywnie kształtować i pozostaje on przejrzysty po schłodzeniu.
Współczynniki rozciągania:
Promieniowy: zwykle utrzymywany poniżej 3,5–4,2
Osiowy: zwykle utrzymywany poniżej 2,8–3,1
Maksymalna grubość ścianki preformy: ≤ 4,5 mm
Przestrzeganie tych limitów pozwala uniknąć nadmiernego rozciągania, a jednocześnie zachować wystarczającą wytrzymałość butelki.
Najważniejsze cechy produktu
Nadaje się do szybkiego dmuchania obrotowego
Kompatybilny z systemami aseptycznymi SIPA
Stabilna geometria butelki i rozkład ścianek
Efektywne chłodzenie
Zaprojektowane do produkcji ciągłej, a nie krótkich serii
Typowe zastosowania
Woda butelkowana aseptyczna
Napoje mleczne
Soki i produkty herbaciane
Higieniczne opakowania do płynnej żywności
O BJY
Firma Foshan Baijinyi Precise Technology Co., Ltd. (BJY) została założona w 2011 roku i specjalizuje się w rozwiązaniach z zakresu form PET dla przemysłu napojowego i opakowaniowego. Dzięki wieloletniej współpracy z klientami obsługującymi linie produkcyjne o dużej prędkości i aseptyce, BJY zgromadziło praktyczne doświadczenie produkcyjne, które przekłada się bezpośrednio na projektowanie form i kompatybilność procesową.
BJY koncentruje się na stabilnej wydajności produkcji, a nie na czysto teoretycznych specyfikacjach.
Aby uzyskać dodatkowe informacje o firmie i produktach, odwiedź stronę:
www.bjypetmold.com
opis2